Control de bomba de alta presión
El funcionamiento de la bomba de alta presión se regula estableciendo valores límite de presión en la entrada y salida. El funcionamiento de la bomba se puede ajustar aún más utilizando una bomba de alta presión accionada por inversor, que emplea modulación de frecuencia para controlar el estado de la bomba. Para mejorar la eficiencia energética en los procesos de desalación se integra un dispositivo de recuperación de energía y su funcionamiento también se controla mediante el sistema PLC.
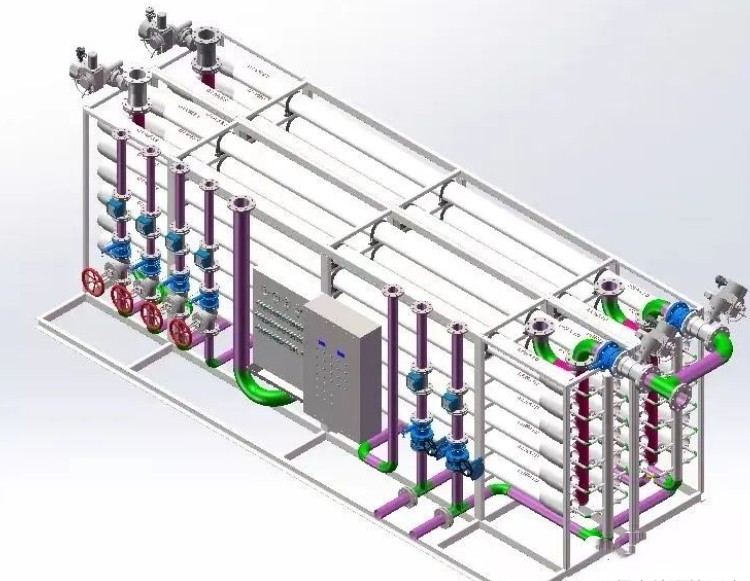
Protocolo de inicio y parada del sistema RO
La secuencia de inicio y parada del dispositivo RO está automatizada y monitoreada por el sistema PLC. El sistema coordina el funcionamiento de bombas dosificadoras, bombas de alta presión y válvulas accionadas eléctricamente en sincronía con los niveles del tanque, los caudales y la presión. Esta automatización mejora la eficiencia y confiabilidad del sistema RO.
Lavado a baja presión del dispositivo de ósmosis inversa
El sistema PLC automatiza el protocolo de apagado controlando la válvula de lavado y la bomba, iniciando un lavado a baja presión en la superficie de la membrana. Este paso ayuda a mantener la integridad de la membrana y a prolongar la vida útil del dispositivo de ósmosis inversa.
Sistema de Monitoreo y Alarma de Parámetros de Operación
El sistema PLC también sirve como monitor automático para el funcionamiento de bombas de alta presión, bombas dosificadoras y válvulas eléctricas. En caso de cualquier mal funcionamiento operativo, el sistema emite una señal de alarma. Monitorea continuamente parámetros como temperatura, caudal, presión, nivel de líquido, conductividad, potencial redox y pH, emitiendo una alarma cuando se detecta cualquier condición de funcionamiento anormal. De este modo, el sistema PLC determina dinámicamente el estado operativo del dispositivo de ósmosis inversa en función de condiciones en tiempo real.
Control Automático y Ajuste de Dosificación de Químicos
El sistema PLC permite la regulación automática de varias dosis de productos químicos. Este ajuste se basa en la señal de 4-20 mA o la salida de señal de pulso de dispositivos que miden parámetros como flujo, pH y potencial redox. A través de estos ajustes en tiempo real, el PLC garantiza la eficacia del sistema de RO y al mismo tiempo reduce la probabilidad de desperdicio de productos químicos.